企業熱線: 028-83656264
一、圖紙分析
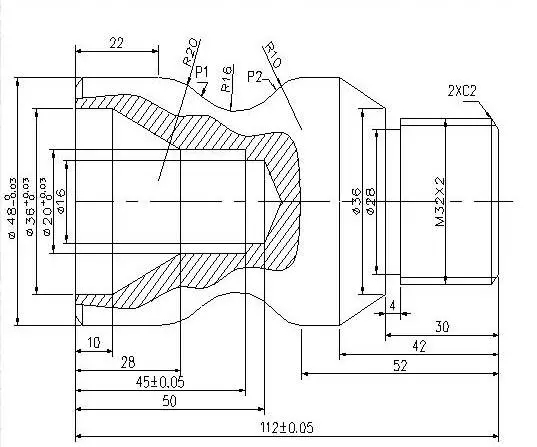
(1)加工內容:此零件加工包括車端面,外圓,倒角,圓弧,螺紋,槽等。
(2)工件坐標系:該零件加工需調頭,從圖紙上尺寸標注分析應設置2個坐標系,2個工件零點均定于裝夾后的右端面(精加工面)
裝夾ф50外圓,平端面,對刀,設置第1個工件原點。此端面做精加工面,以后不再加工。
調頭裝夾ф48外圓,平端面,測量總長度,設置第2個工件原點(設在精加工端面上)
(3)換刀點:(120,200)
(4)公差處理:尺寸公差取中值。
二、刀具確定
T0202——外輪廓精加工:刀尖圓弧半徑0.8mm,切深0.5mm,主軸轉速1500r/min,進給速度80mm/min;
T0303——切槽:刀寬4mm,主軸轉速450r/min,進給速度20mm/min;
T0404——加工螺紋:刀尖角60°,主軸轉速400r/min,進給速度2mm/r(螺距);
T0505——鉆孔:鉆頭直徑16mm,主軸轉速450r/min;
T0606——內輪廓粗加工:刀尖圓弧半徑0.8mm,切深1mm,主軸轉速500r/min,進給速度100mm/min;
T0707——內輪廓精加工:刀尖圓弧半徑0.8mm,切深0.4mm,主軸轉速800r/min,進給速度60mm/min。
三、工藝處理
(1)工步和走刀路線的確定:
裝夾ф50外圓表面,探出65mm,粗加工零件左側外輪廓:2×45°倒角,ф48外圓,R20,R16,R10圓弧;
精加工上述輪廓;
手工鉆孔,孔深至尺寸要求;
粗加工孔內輪廓;
精加工孔內輪廓;
調頭裝夾ф48外圓,粗加工零件右側外輪廓:2×45°倒角,螺紋外圓,ф36端面,錐面,ф48外圓到圓弧面;
精加工上述輪廓;
切槽;
螺紋加工。
(2)刀具的選擇和切削用量的確定
四、數值計算
未知點坐標計算:
P1(40.7,-33.52),P2(42.95,-53.36)
螺紋尺寸計算:螺紋外圓=32-0.2=31.8
五、編程
設經對刀后刀尖點位于(120,200),加工前各把刀已經完成對刀。裝夾ф50外圓,探出65mm,手動平端面。
| 1↓ | 2↓ | 3↓ |
| 1% | 3% | 3% |
| N10 T0101 M03 S800 | N10 T0101 M03 S800 | N10 T0101 M03 S800 |
| G00 X60 Z30 | G00 X60 Z30 | G00 X60 Z30 |
| G01 X51 Z5 F150 | G01 X51 Z5 F150 | G01 X51 Z5 F150 |
| G71 U2 R2 P20 Q30 X0.5 Z0.1 F150 | G71 U2 R2 P20 Q30 X0.5 Z0.1 F150 | G71 U2 R2 P20 Q30 X0.5 Z0.1 F150 |
| G00 X120 Z200 | G00 X120 Z200 | G00 X120 Z200 |
| T0202 M03 S1500 | T0202 M03 S1500 | T0202 M03 S1500 |
| N20 G00 X40 Z2 | N20 G00 X23.8 Z2 | N20 G00 X23.8 Z2 |
| G01 X47.985 Z-2 F80 | G01 X31.8 Z-2 F80 | G01 X31.8 Z-2 F80 |
| Z-22 | Z-30 | Z-30 |
| G03 X40.7 Z-33.52 R20 F60 | X47.985 Z-42 | X47.985 Z-42 |
| G02 X42.95 Z-53.36 R16 | N30 Z-53 | G03 X40.7 Z-33.52 R20 F60 |
| N30 G03 X48 Z-60 R10 | G00 X120 Z200 | G02 X42.95 Z-53.36 R16 |
| G00 X120 Z200 | T0303 M03 S450 | N30 G03 X48 Z-60 R10 |
| M05 | N40 G00 X38 Z-30 | G00 X120 Z200 |
| M02 | G01 X28 F20 | M05 |
| 2% | G04 X4 | M02 |
| N10 T0606 M03 S500 | G01 X38 | 2% |
| G00 X15 Z10 | G00 X120 Z200 | N10 T0606 M03 S500 |
| G71 U1 R1 P20 Q30 X-0.4 Z0.1 F100 | T0404 M03 S400 | G00 X15 Z10 |
| G00 Z200 | N50 G00 X38 Z5 | G71 U1 R1 P20 Q30 X-0.4 Z0.1 F100 |
| X120 | G82 X31.2 Z-27 F2 | G00 Z200 |
| T0707 M03 S800 | G82 X30.6 Z-27 F2 | X120 |
| N20 G00 X36.015 Z2 | G82 X30.2 Z-27 F2 | T0707 M03 S800 |
| G01 Z-10 F60 | G82 X29.9 Z-27 F2 | N20 G00 X36.015 Z2 |
| X20.015 Z-28 | G82 X29.835 Z-27 F2 | G01 Z-10 F60 |
| Z-45 | G00 X120 Z200 | X20.015 Z-28 |
| N30 X15 | M05 | Z-45 |
| G00 Z200 | M02 | G03 X40.7 Z-33.52 R20 F60 |
| X120 | G02 X42.95 Z-53.36 R16 | |
| M05 | N30 X15 | N30 G03 X48 Z-60 R10 |
| M02 | G00 Z200 | G00 X120 Z200 |
| X120 | M05 | |
| M05 | M02 | |
| M02 | 2% | |
| N10 T0606 M03 S500 | ||
| G00 X15 Z10 | ||
| G71 U1 R1 P20 Q30 X-0.4 Z0.1 F100 | ||
| G00 Z200 | ||
| X120 | ||
| T0707 M03 S800 | ||
| N20 G00 X36.015 Z2 | ||
| G01 Z-10 F60 | ||
| X20.015 Z-28 | ||
| Z-45 |
成都卓達數控科技有限公司專業從事數控機床大修改造、數控系統維修、數控技術服務、大型單位數控設備維修承包的高新工業技術服務型公司。公司成立于2006年,位于成都市青白江區大同工業集中發展區,有需要的可以聯系我們!
更多關于數控系統維修方面的信息,可以卓達數控:http://www.zihangu.com/information/21.html了解。